Os
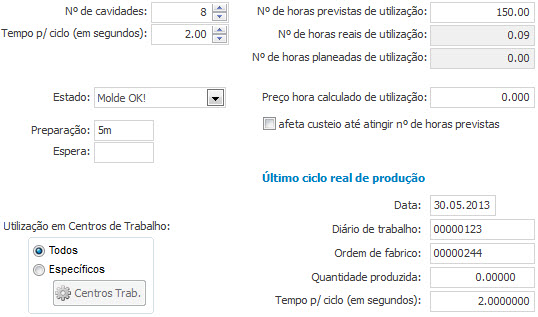
Moldes são considerados como artigos no software PHC Manufactor CS. No entanto, estes necessitam de uma definição de atributos específicos a esta área de negócio, como se pode observar na seguinte imagem:
A aplicação permite associar a uma dada operação vários moldes, permitindo assim quando as opções de controlo de capacidade se encontram ativas, gerir o uso dos moldes. Estas opções encontram-se disponibilizadas ao ativar os
parâmetros de moldes, os quais irão controlar o uso simultâneo dos moldes usados.Tendo sempre presente que o objetivo de uma aplicação informática é o de melhorar a eficiência na execução de uma qualquer tarefa onde esta se encontra aplicada, a aplicação conta com um ecrã de visualização dos moldes associados a um determinado diário de trabalho. Desta forma, poderá entre outras coisas rastrear de uma forma rápida e simples a informação sabendo, por exemplo, qual o molde que foi utilizado numa dada produção numa dada data.
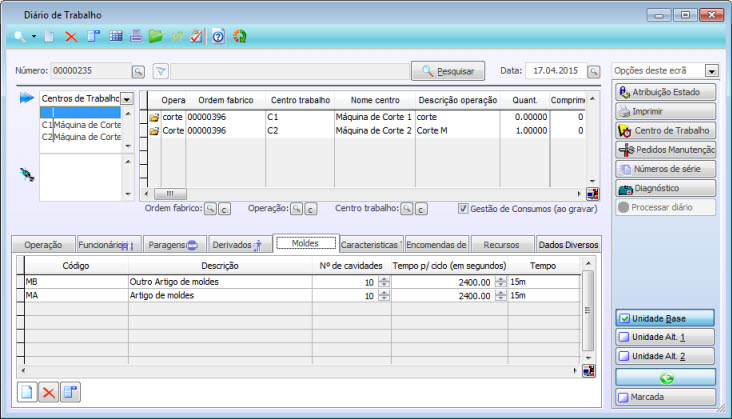
No Diário de trabalho ao registar o consumo do molde automaticamente a aplicação vai incrementar o campo "
Número de horas reais de utilização" na ficha técnica do artigo de moldes.Uma tarefa primordial, para uma organização que usa moldes na sua produção, é a sua gestão/agendamento. Unicamente possuindo uma organização eficiente desta informação, poderá fielmente, agendar a produção.O PHC Manufactor CS permite que esta gestão seja realizada de uma forma simples e eficaz, podendo inclusive gerir alocação de mais do que um molde para uma dada produção.Neste contexto a aplicação permite calcular um MRP utilizando operações com vários moldes, ou seja, ao calcular o MRP, quer tenha origem num plano de produção ou numa ordem de fabrico, o tempo das operações têm em conta se a operação contém componentes de moldes, bem como as definições dos parâmetros:
Operações aceitam mais do que 1 molde?Aplicação do tempo de operação no cálculo do tempo de uso de moldeTempo de preparação de moldes a imputar à operação Uma operação que contenha moldes pode, para além de possuir vários, possibilitar que os tempos de preparação sejam geridos como um todo podendo, por exemplo, a aplicação estar configurada para que o tempo maior seja o que irá afetar o tempo da operação, ou a soma destes ser repercutido no tempo total de operação. Ainda no âmbito dos tempos de preparação, a aplicação permite que sejam configurados períodos para que equipas de preparação/manutenção de moldes possam trabalhar, preparando uma futura operação. Para isso existe o parâmetro de moldes
Usa Períodos de tempo de preparação de moldes. Quando este parâmetro está ativo, é apresentado no ecrã de
Períodos extraordinários pode definir o nº cavidades, os ciclos por segundo, o tempo de preparação e o tempo de espera.No ecrã de lista de operações ao indicar um componente, se este for de moldes, a aplicação por defeito verifica em primeiro lugar as configurações do molde no centro de trabalho. Caso não existam configurações específicas, então utiliza as configurações existentes na ficha técnica do molde.
Nota: o mesmo ocorre ao criar uma ordem de fabrico, ou seja, as definições por centro de trabalho e molde sobrepõem-se às definições existente na ficha técnica do molde.No entanto, podem existir certas indústrias que trabalham com moldes mas que não utilizam a funcionalidade de definição de moldes por centro de trabalho. Por vezes no processo produtivo pode também existir a necessidade de alterar o centro de trabalho. Mediante estes cenários, no ecrã de ordens de fabrico a aplicação tem o seguinte comportamento:
Se alterar o centro de trabalho de uma operação sem definição de moldes para um centro de trabalho sem definição de moldes, a aplicação mantem o nº de cavidades da operação da ordem de fabrico.Se alterar o centro de trabalho de uma operação sem definição de moldes para um centro de trabalho com definição de moldes, a aplicação substitui o nº de cavidades da operação pelo nº de cavidades definidos no centro de trabalho.Se alterar o centro de trabalho de uma operação com definição de moldes para um centro de trabalho com definição de moldes, a aplicação substitui o nº de cavidades da operação pelo nº de cavidades definidos no centro de trabalho.Se alterar o centro de trabalho de uma operação com definição de moldes para um centro de trabalho sem definição de moldes, a aplicação assume os dados que estão na lista de componentes da operação na gama base.